


产品中心
气流床气化系统
★工艺流程介绍
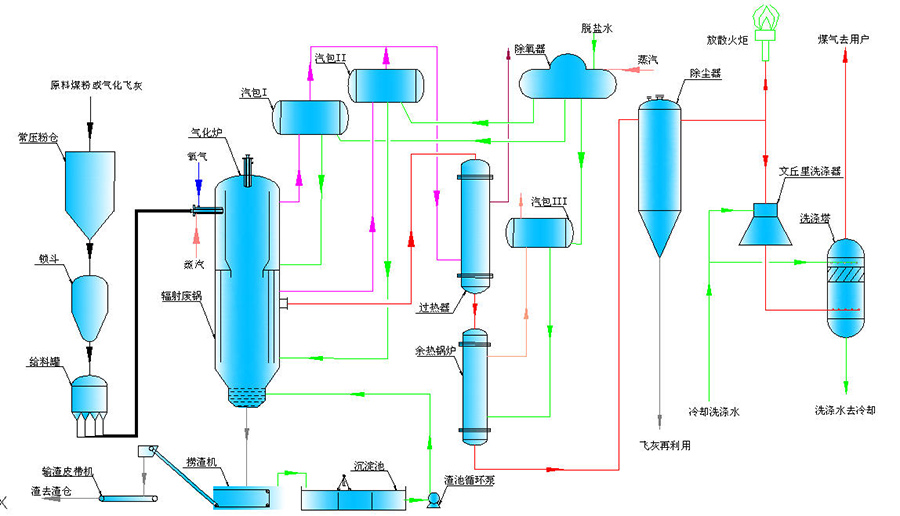
原煤经过破碎后进入磨煤系统制成合格煤粉,通过气力输送至常压粉仓,再经锁斗、给料罐加压送入气化烧嘴,与气化剂(纯氧或高富氧、蒸汽)在烧嘴内充分混合后进入气化炉反应室,在极为短暂的时间内完成升温、挥发分脱除、裂解、燃烧及转化等一系过程,最终形成以CO和H₂为主要成分的粗煤气离开气化炉反应室,粗煤气和熔融状态的渣在气化炉中一起下行,渣经激冷后进入出渣系统由捞渣机及输渣皮带送人渣仓,粗煤气经辐射废锅、蒸汽过热器、余热锅炉梯级换热(产生蒸汽,一部分蒸汽装置自用,另一部分外供)后,进入除尘器将粗煤气中的飞灰分离下来,产生的初净化煤气通过文丘里洗涤器及洗涤塔进一步除尘降温,所产生的洁净煤气送入客户指定用气点。
|
氧浓度 |
煤气成分(%) |
有效气比例 |
热值 |
备注 |
|||
|
CO |
H₂ |
CO₂ |
N₂ |
% |
kcal/Nm³ |
||
|
60% |
50~60 |
11~20 |
5~12 |
15~25 |
≥65 |
≥2000 |
N₂输送 |
|
80% |
56~65 |
12~22 |
3~8 |
12~18 |
≥75 |
≥2300 |
N₂输送 |
|
99% |
60~70 |
13~25 |
2~5 |
6~10 |
≥85 |
≥2400 |
N₂输送 |
|
99% |
65~75 |
15~25 |
5~8 |
1~3 |
≥95 |
≥2500 |
CO₂输送 |
| 序号 |
项目 |
单位 |
技术参数 |
| 1 |
入炉煤粒径 |
μm |
10~90 |
| 2 |
制气温度 |
℃ |
>1500 |
| 3 |
产气量 |
kNm³/h |
10~100 |
| 4 |
负荷调节范围 |
% |
50~120 |
| 5 |
煤气中H₂S含量 |
mg/Nm³ |
≤20 |
| 6 |
煤气中含尘量 |
mg/Nm³ |
<1 |
| 7 |
酚含量 |
mg/Nm³ |
痕量 |
| 8 |
焦油含量 |
mg/Nm³ |
痕量 |
★工艺特点
● 燃料适应性强:可采用烟煤、次烟煤、无烟煤、褐煤、流化床飞灰、兰炭、焦粉等。
● 清洁:生产过程无三废排放,煤气中H2S含量≤20mg/Nm³,粉尘含量<1mg/Nm³,煤气清洁程度达二类天然气标准。
● 高效:煤炭综合利用率≥98%,热回收效率≥95%;纯氧气化,CO+H2≥85%;干煤粉气化,比氧耗、比煤耗低。
● 产能高:单炉产气量可达100kNm³/h,可调负荷50%~120%。
● 运行安全稳定:气化炉为水冷壁结构,气渣同流,使用寿命长,可实现长周期运行。
★应用领域
气流床气化系统可应用于氧化铝、钢铁、陶瓷、焦化、发电等需要高热值燃料气行业,也可用于甲醇、化肥、烯烃、合成油等需要合成气行业。
★应用领域——工程案例
★产品介绍
© 版权所有 皖ICP备2021014852号-1
技术支持:网新科技